Вагонная ось (рис. 1) является составной частью колёсной пары и представляет собой стальной брус круглого, переменного по длине поперечного сечения. На подступичных частях 3 оси располагаются колёса, укреплённые жёстко или подвижно, а на шейках 1 размещаются подшипники. Вагонные оси различаются между собой размерами, определяемыми в зависимости от заданной нагрузки; формой шейки оси в соответствии с применяемым типом подшипника – для подшипников качения и подшипников скольжения; формой круглого поперечного сечения – сплошные или полые; способом торцового крепления подшипников качения на шейке оси – корончатой гайкой или шайбой.
Рис. 1. Типы вагонных осей:1 - шейка;2 - предподступичная часть;
3 - подступичная часть;4 - средняя часть
Кроме того, оси классифицируются по материалу и технологии изготовления. Между шейками 1и подступичными частями 3 находятся предподступичные части 2, служащие для размещения деталей задних уплотняющих устройств букс, а также снижения концентрации напряжений в переходных сечениях от nодступичных частей к шейкам оси. В местах изменения диаметров для снижения концентрации напряжений имеются плавные сопряжения – галтели, выполненные определёнными радиусами: от шейки 1 – к предподступичной 2, от предnодступичной – к подступичной 3 и от средней 4 – к подступичной частям. Снижение концентрации напряжений, вызванных посадкой внутреннего кольца роликового подшипника, обеспечивается разгружающей канавкой, расположенной у начала задней галтели шейки оси (рис. 8, г). Оси для подшипников качения на концах шеек имеют нарезную часть К (рис.1, а) для навинчивания корончатой гайки, на торце имеется паз с двумя нарезными отверстиями для постановки и крепления двумя болтами стопорной планки.
В вагонных осях с креплением подшипников качения при помощи приставной шайбы в торцах шеек делают нарезные отверстия для болтов (рис. 1, б) в двух вариантах: при помощи трёх или четырёх болтов. На торцах всех типов осей предусмотрены центровые отверстия (рис. 1, д, е), служащие дляустановки и закрепления оси или колёсной пары в центрах при обработке на токарном станке. Форма и размеры центровых отверстий стандартизированы. Оси колёсных пар, оборудуемых дисковым тормозом, а также оси, на которых предусмотрена установка привода подвагонного генератора, имеют посадочные поверхности для установки тормозных дисков или деталей редуктора. Основные размеры и допускаемые нагрузки для стандартных типов осей вагонов широкой колеи, кроме вагонов электро- и дизель-поездов, приведены в табл. 2.
На шейки осей РУ1 и РУ1Ш устанавливают роликовые подшипники с наружным диаметром 250 мм.
У всех типов осей расстояния между центрами приложения нагрузки к шейкам одинаковы и составляют 2036 мм. Для грузовых вагонов с повышенными нагрузками от колесной пары на рельсы до 245 кН предусмотрена усиленная ось, имеющая увеличенные диаметры.
Таблица 2 Стандартные типы осей вагонов широкой колеи (ГОСТ Р50334-92)
Тип оси
Диаметр частей оси, мм
Длина шейки, мм
Общая длина оси, мм
Нагрузка от колесной пары вагонов на рельсы, кН (тс)
шейки
предподступичной
подступичной
средней
Грузовые
Пассажирские
РУ1
130
165
194
165
176
2294
230(23,5)
176,5(18)
РУ1Ш
130
165
194
165
190
2216
230(23,5)
176,5(18)
Оси проектируют в исполнении УХЛ по ГОСТ 15150. для вагонов магистральных дорог колеи 1520 мм оси изготовляют из осевой заготовки по ГОСТ 4728: для вагонов основных типов применяется сталь марки ОсВ, для вагонов электропоездов - сталь марки ОсЛ. Химический состав:
углерода 0,40 - 0,48;
марганца 0,55 - 0,85;
кремния 0,15 - 0,35;
фосфора не более 0,04;
серы не более 0,045;
хрома не более 0,3;
меди не более 0,25 %.
В соответствии с ГОСТ 4008 гарантийный срок эксплуатации чистовых осей 8,5 лет, а срок службы - 15 лет. На торце чистовой оси предусмотрена маркировка с соответствующим расположением знаков и клейм: клеймо Госприёмки; условный номер предприятия, производившего обработку и перенесшего знаки маркировки; номер оси; две последние цифры года изготовления черновой оси; клеймо технического контроля.
Вагонные оси изготавливают поперечно–винтовой прокаткой и радиально–ротационным методом. Процесс поперечно – винтовой прокатки ведётся на трёхвалковом стане, валки которого расположены под углом 120 градусов один к другому, что обеспечивает автоматическую деформацию заготовки по форме оси при помощи контролирующего устройства. При радиально–ротационном способе черновая ось зажимается в шпинделе машины, где ролики обеспечивают обжатие заготовки в соответствии с требуемыми размерами.
Изготовление вагонных осей методом поперечно–винтовой прокатки и радиально–ротационным методом даёт возможность обеспечить высокую производительность и улучшить качество металла оси.
Схема изготовления осей
Технологический процесс изготовления вагонной оси включает:
получение черновой заготовки;
термическую обработку;
правку;
очистку от окалины;
черновую и чистовую механическую обработку;
приёмку и клеймение.
На шейке или средней части оси в горячем состоянии наносят знаки и клейма
1-номер завода изготовителя
2-дата изготовления оси
3-приемочные клейма МПС
4-номер оси
5-номер плавки.
После этого черновые оси термически обрабатывают (нормализация или нормализация с отпуском) с последующим процессом правки на прессах или штампах, а затем очистки в дробеструйных конвейерных камерах. Черновые оси проходят приемо-сдаточные испытания от каждой партии одной плавки до 150 штук.
Черновые оси
При этом проверяют внешний вид, размеры каждой оси и проводят механические испытания образцов, вырезанных из оси, на удар и растяжение.
После механической обработки клейма, нанесённые на среднюю часть черновой оси, переносят на один из торцов.
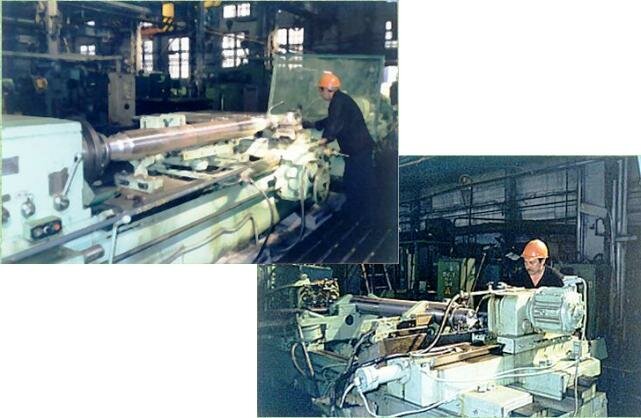
В процессе механической обработки вагонных осей на участках, оснащенных автоматическими линиями, обрезают два конца заготовки и зацентровывают их, затем выполняют черновую обработку оси, проточку шеек под резьбу М110, фрезерование пазов под стопорную планку и сверловку отверстий под резьбу М12, с последующим нарезанием резьбы.
Обточка оси
Для повышения усталостной прочности всю поверхность вагонной оси накатывают роликами на специальных токарно-накатных станках. Сущность накатки состоит в том, что закреплёная в станке ось приводится во вращение и к её поверхности с определённым усилием прижимаются ролики, которые одновременно перемещаются с супортом вдоль оси.
Накатка шеек оси
После накатки шлифуют шейки оси и подступичные части, затем промывают водным раствором триэтаноламина в одной камере и обдувают воздухом – во второй.
У готовой оси колёсной пары автоматически контролируют размеры, потом проверяют ось магнитным дефектоскопом.
Чистовые оси
В эксплуатации ось работает при нестационарном режиме нагружения при вращении колёсной пары. Поэтому она испытывает знакопеременные напряжения с амплитудами переменной величины. Такой нестационарный режим требует применения мер по повышению предела выносливости осевой стали.
Специфика работы оси заключается в том, что при нагружении она испытывает изгибные напряжения, которые по площади поперечного сечения распределяются неравномерно, достигая наибольших значений в наружных и наименьших - во внутренних волокнах. Это обстоятельство ставит проблему замены сплошного сечения оси полым, не вызывая заметного увеличения габаритных размеров, но способствующее уменьшению массы на 100...110 кг по сравнению с осью сплошного сечения. Поэтому разрабатываются конструкции и технология изготовления полых осей методом поперечно-винтовой прокатки (рис.2).
Рис. 2 Полая ось
Опыт применения колёсных пар с полыми осями показывает, что при их создании особое внимание следует уделять обеспечению надежного соединения колеса с осью, так как в эксплуатации ослабевает их посадка – усилия распрессовки колёс оказываются ниже усилий напрессовки. Это может быть объяснено возникновением остаточных деформаций полой оси и действием других факторов, определение которых требует специальных исследований.